
د کویل مختلف تارونه ، ډبل تار ، څو تار ، د کیک زخم ځانګړي انډکشن ، موازي انامیل شوي تار ، مختلف مشخصات دودیز شوي
1.jpg)


د محصول تفصیل
1. ځانګړتیاوې:دودیز مشخصات او د موصلیت پرت ډولونه ، او د سطحې طبقه د ځان چپکونکي پرت سره پوښل کیدی شي.
2. د مشخصاتو سلسله:واحد کرښه د ورته مشخصاتو سره مګر مختلف رنګونه ، مختلف مشخصات او مختلف ډولونه (د واحد لاین مشخصاتو حد: 0.03mm-0.500mm).
3. د محصول غوښتنلیک:دا په عمده ډول د لوړې غوښتنې ډبل / څو تار موازي زخم محصولاتو کې کارول کیږي ، لکه ځانګړي انډکټورونه ، RF ټرانسفارمرونه ، او داسې نور؛ دا کولی شي په دوه/درې/پنځه کویل ټولنو کې چې مختلف رنګونه او په بشپړ ډول ثابت مقاومت/انډکټانس او نور پیرامیټرونه ولري، یا په دوه/درې/پنځه کویل ټولنو کې د مختلف مشخصاتو سره مګر ورته تار اوږدوالی سره ټپ کیدی شي.
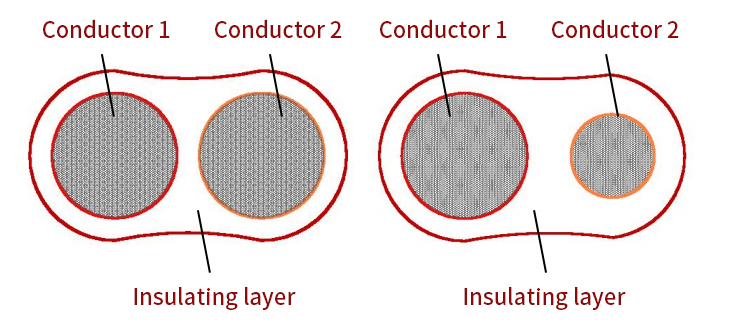
4. سکیمیک ډیاګرام په لاندې ډول دی:

د enamelled تار د بهیر جریان
۱- تادیه کول:په نورمال ډول په فعال انامیل شوي ماشین کې ، د آپریټر ډیری انرژي او فزیکي ځواک د تادیې برخې کې مصرف کیږي. د تادیې ریل بدلول چلونکي ته ډیر کار ورکوي. د کیفیت ستونزې او د عملیاتو ناکامۍ د کرښې څخه تر لاین جوڑوں کې پیښیدل اسانه دي. اغیزمنه طریقه په لوی ظرفیت کې تادیه کول دي. د تادیې کلیدي د فشار کنټرول دی. کله چې تشنج لوی وي، دا به نه یوازې د کنډکټر پتلی کړي، د کنډکټر سطحه روښانتیا له لاسه ورکړي، بلکې د انامیل شوي تار ډیری ملکیتونه هم اغیزه کوي.
۲ـ غځول:د غځولو هدف دا دی چې کنډکټر رامینځته کړي چې د مولډ د تودوخې پروسې په جریان کې د جالی بدلون له امله سخت شوی وي په ټاکلې تودوخه کې تودوخه کیږي ، ترڅو د پروسې لخوا اړین انعطاف د مالیکولر جالی له بیا تنظیم کولو وروسته بحال شي. په ورته وخت کې، د غځولو پروسې په جریان کې د کنډکټر په سطح کې پاتې شوي غوړ او د تیلو داغ لرې کیدی شي، ترڅو کنډکټر په اسانۍ سره رنګ شي او د انامیل شوي تار کیفیت تضمین شي.
۳، نقاشي:نقاشي د فلزي کنډکټر باندې د انامیل شوي تار پینټ پوښلو پروسه ده ترڅو د یو ځانګړي ضخامت سره یونیفورم پینټ پرت رامینځته کړي.
۴، پخول:د نقاشۍ په څیر، پخلی کول یو سایکلیک پروسه ده. لومړی، د رنګ محلول کې محلول تبخیر کیږي، بیا د فلم جوړولو لپاره درملنه کیږي، او بیا پینټ پخیږي. ککړونکي مواد به د پخولو په پروسه کې تولید شي، نو کوټه باید ژر تر ژره خارج شي. په عموم کې، کټالیټیک احتراق د ګرمې هوا گردش فرنس باید وکارول شي. په ورته وخت کې، د کثافاتو د ایستلو مقدار باید ډیر لوی یا ډیر کوچنی نه وي. ځکه چې د تودوخې لوی مقدار به د کثافاتو د خارجولو په پروسه کې له مینځه یوسي، نو د فاضله موادو ضایع کول به نه یوازې د خوندي تولید او محصول کیفیت تضمین کړي، بلکې د تودوخې لوی ضایع کیدو لامل هم نه شي.
5، یخ کول:د تنور څخه راوتلی انامیل شوي تار د تودوخې لوړه تودوخه ، نرم پینټ فلم او ټیټ ځواک لري. که چیرې دا په وخت یخ نه شي، د لارښود څرخ څخه تیریدونکي پینټ فلم به زیانمن شي، کوم چې د انامیل شوي تار کیفیت اغیزه کوي.
6، غوړول:د انامیل شوي تار غوړ کول د ټیک اپ له سختوالي سره عالي اړیکه لري. د انامیل شوي تار لپاره کارول شوي غوړ باید د دې وړتیا ولري چې د انامیل شوي تار سطحه ټوټه ټوټه کړي ، پرته له دې چې تار ته زیان ورسوي ، پرته له دې چې د ټیک اپ ریل ځواک اغیزه وکړي او د کارونکي کارول اغیزه وکړي. د تیلو مثالی مقدار د دې لپاره دی چې د انامیل شوي تار د ټوټې کیدو احساس وکړي ، مګر په لاس کې هیڅ څرګند تیل نه لیدل کیږي. د کمیت له نظره، 1 ګرامه غوړ لرونکی تیل د 1 ㎡ انامیل شوي تار په سطحه پوښل کیدی شي.
7، د تار اخیستل:د تار پورته کولو هدف دا دی چې د انامیل شوي تار په پرله پسې ، ټینګ او مساوي توګه په سپول باندې وتړل شي. دا اړینه ده چې د اخیستلو میکانیزم باید په ثابت ډول پرمخ ولاړ شي، د ټیټ شور، مناسب فشار او منظم تار ترتیب سره.
د انامیل شوي تار تولید پروسې په تفصیل سره پوهیدو وروسته ، ایا تاسو فکر کوئ چې د انامیل شوي تار تولید کول اسانه ندي چې معیاري اړتیاوې پوره کړي ، ځکه چې د پروسې هر مرحله ، لکه بیکینګ یا نقاشي به د انامیل شوي تار کیفیت اغیزه وکړي ، او دا دی؟ د خامو موادو، کیفیت، چاپیریال، تولید تجهیزاتو او نورو فکتورونو لخوا هم اغیزمن کیږي، نو د محصول کیفیت به توپیر ولري. که څه هم د مختلف انامیل شوي تارونو کیفیت ځانګړتیاوې او برانډونه توپیر لري، دوی اساسا څلور ځانګړتیاوې لري، د میخانیکي ملکیتونو، کیمیاوي ملکیتونو، بریښنا ملکیتونو او حرارتي ملکیتونو په توګه.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
